danh mục sản phẩm
h1
h2
h3
h4
h5
h6

 Uy Tín - Chất Lượng
Uy Tín - Chất Lượng Giao hàng tận nơi
Giao hàng tận nơi Bảo hành nhanh chóng
Bảo hành nhanh chóng
-
 HOTLINE0908 033 998 -0913 118 498
HOTLINE0908 033 998 -0913 118 498








Tin Tức & Sự Kiện
Công ty Laser Zentrum giới thiệu quy trình mới hàn hồ quang chìm bằng lazer
Công ty Laser Zentrum giới thiệu quy trình mới hàn hồ quang chìm bằng lazer
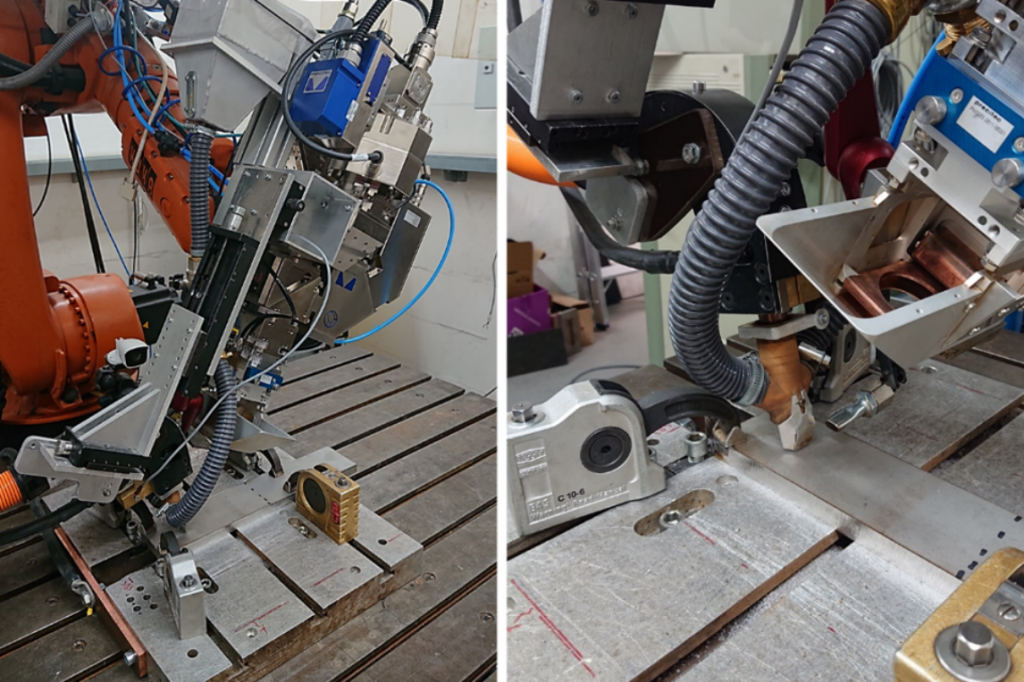
Trong tương lai, việc nối thép song công (1) có độ dày tấm lên đến 30 mm một cách nhanh chóng và đáng tin cậy sẽ có thể thực hiện được với quy trình hàn hồ quang chìm bằng laze (2) do công ty Laser Zentrum Hannover e.V. phát triển (LZH) và Viện Máy công cụ và Công nghệ tạo hình Fraunhofer (IWU) phát triển.
Thép song công (Alloy Wire): là loại thép không gỉ song có từ tính và khả năng chống ăn mòn cao hơn thép không gỉ. Khả năng chống rỗ tốt hơn và khả năng chống ăn mòn đồng đều với nứt do ăn mòn ứng suất so với thép không gỉ.
Hàn hồ quang chìm bằng laze (Laser submerged Arc Welding): Không như hàn điện cực lõi thuốc hay hàn hồ quang tay, phương pháp hàn này là quá trình hàn nóng chảy mà hồ quang cháy giữa dây hàn (điện cực hàn) và vật hàn dưới một lớp thuốc bảo vệ.
Do tính chất cơ học kết hợp với khả năng chống ăn mòn cao, thép song công là một trong những loại thép hiệu suất cao đã được chứng minh cho các ứng dụng trong điều kiện khắc nghiệt. Do đó, chúng được sử dụng trong lĩnh vực đóng tàu, giàn khoan ngoài khơi và đường ống dẫn, cũng như cho các thùng chứa khí đốt, dầu hoặc thực phẩm. Thép song công có các đặc tính này nhờ tỷ lệ cấu trúc vi mô là 60% austenite và 40% ferrite delta. Đối với các mối hàn tương ứng, các quy định quốc tế yêu cầu hàm lượng austenite ít nhất là 30 phần trăm. Để đạt được thông số kỹ thuật này, nhiệt độ đầu vào được kiểm soát (controlled heat input) là cần thiết trong quá trình hàn để xác định thời gian làm nguội. Thời gian làm nguội quá dài có thể dẫn đến kết tủa (nitrit và các pha liên kim loại) cũng như vùng hạt thô giòn. Mặt khác, thời gian làm nguội quá ngắn sẽ gây bất lợi cho sự hình thành austenit. Cả hai đều dẫn đến giảm tính chất cơ học và khả năng chống ăn mòn của mối hàn.
Hàn laser như một giải pháp thay thế cho sản xuất hàn công nghiệp
Quy trình hàn hồ quang dựa trên kim loại đắp được ưu tiên hiện nay, chẳng hạn như hàn hồ quang chìm và hàn hồ quang que hàn có vỏ bọc (3), có thể ảnh hưởng tích cực đến các mối hàn và nhiệt độ đầu vào (heat input) của kim loại đắp. Tuy nhiên, mặt khác, năng suất thấp do tốc độ hàn thấp, hàn nhiều lớp và chuẩn bị đường hàn phức tạp. Mặt khác, các quy trình hàn chùm tia có năng suất cao do độ sâu hàn và tốc độ hàn cao, nhưng không thể đáp ứng các yêu cầu liên quan đến tỷ lệ cấu trúc vi mô cần đạt được.
Hàn hồ quang que hàn có vỏ bọc (Shielded Metal Arc Welding): Là phương pháp hàn hồ quang tạo ra sự liên kết của các kim loại bằng cách đốt nóng chúng với hồ quang giữa que hàn có thuốc bọc và vật hàn. Sự bảo vệ thu được từ sự phân hủy của thuốc bọc que hàn khi cháy. Không sử dụng lực ép và kim loại điền đầy thu được từ que hàn.
Các nhà nghiên cứu tại công ty Laser Zentrum Hannover e. V. (LZH) và Viện Máy công cụ và Công nghệ tạo hình Fraunhofer (IWU) đã phát triển một quy trình mới như một phần của dự án DupLUH thay mặt cho Forschungsvereinigung Stahlanwendung e. V. (FOSTA), kết hợp các ưu điểm của hàn hồ quang chìm đã được thiết lập với năng suất cao của quy trình hàn chùm tia. Kết quả này có khả năng thiết lập phương pháp hàn hồ quang chìm bằng laser trong sản xuất hàn công nghiệp các loại thép song công dày.
Đặc tính nối tuyệt vời với năng suất cao
Các nhà khoa học đã có thể tạo ra các mối hàn một lớp trên thép song công 1.4462 dày 16 mm ở tốc độ hàn một mét mỗi phút mà không cần chuẩn bị đường nối phức tạp. Các đường nối đạt được hàm lượng austenite tối thiểu theo yêu cầu là 30% và ngoài đặc tính độ bền tuyệt vời, còn thể hiện độ bền va đập cao 120 joules ở nhiệt độ thử nghiệm là âm 40 độ C. Tiến sĩ Rabi Lahdo, cộng tác viên nghiên cứu trong nhóm Gia công và Cắt kim loại tại LZH cho biết: “Các kết quả đạt được chứng minh năng suất cao của phương pháp hàn lai hồ quang chìm laze trong việc nối các mối hàn đáp ứng các yêu cầu đối với loại vật liệu đầy thách thức này”.
Nó cũng có thể dày hơn một chút
Đối với thép song công dày 20 mm, quy trình này được mở rộng thành quy trình hàn hai lớp trong kỹ thuật hàn chồng lớp (layer-counterlayer technique) mà không cần chuẩn bị đường nối phức tạp. Đối với lớp đầu tiên, quy trình vừa mô tả được sử dụng với tốc độ hàn 60 cm mỗi phút. Hàn hồ quang chìm thông thường được sử dụng cho lớp đối diện. Các mối hàn này cũng vượt quá yêu cầu về tính chất cơ học và khả năng chống ăn mòn. Ngay cả với các tấm có độ dày lên đến 30 mm, hàn lai hồ quang chìm bằng laze trong kỹ thuật hàn chồng lớp vẫn rất thuyết phục. Tất nhiên, khi độ dày của tấm tăng lên, các yêu cầu về quy trình hàn để tạo ra các mối hàn chất lượng cao cũng tăng theo. Nhưng ít nhất với độ dày tấm là 30 mm, các yêu cầu cao đó vẫn có thể đạt được hoặc thậm chí vượt qua.
Nguồn: Hannover Messe
thông tin liên hệ
 305 Phan Văn Khỏe, Phường 5, Quận 6, TP.HCM
305 Phan Văn Khỏe, Phường 5, Quận 6, TP.HCM 0908 033 998 -0913 118 498
0908 033 998 -0913 118 498 datphuocco@gmail.com
datphuocco@gmail.com www.mayhanvn.com; www.datphuoc.com.vn
www.mayhanvn.com; www.datphuoc.com.vn
Thống kê truy cập

- Đang online: 2
- Trong tuần:
- Trong tháng:
- Tổng truy cập: